
Вас схватила
Штампозилла
Штампозилла
Вас схватила
Штампозилла
Штампозилла
Уже делаете картонные коробки
или запускаете цех упаковки с нуля?
Хм...
Давайте познакомимся!
или запускаете цех упаковки с нуля?
Хм...
Давайте познакомимся!
Уже делаете картонные коробки
или запускаете цех упаковки?
Хм...
Давайте познакомимся!
или запускаете цех упаковки?
Хм...
Давайте познакомимся!
Чем мы можем быть вам полезны

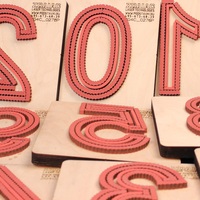
Разработаем упаковку (смотрите базу чертежей) и вырежем образец
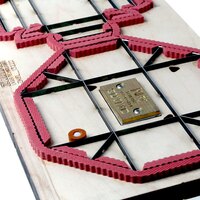
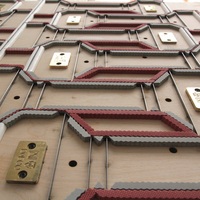
Изготовим штанцформу для тигельного или валкового пресса
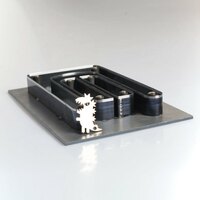
Сделаем новую декельную плиту (разница между старой и новой)
Изготовим штанцформу для тигельного или валкового пресса
Сделаем новую декельную плиту (разница между старой и новой)
Разработаем упаковку (смотрите базу чертежей) и вырежем образец
Изготовим штанцформу для тигельного или валкового пресса
Сделаем новую декельную плиту (разница между старой и новой)
Изготовим штанцформу для тигельного или валкового пресса
Сделаем новую декельную плиту (разница между старой и новой)
У нас есть автоматические уведомления о готовности
Личный кабинет заказчика (демо доступ) с архивом чертежей
Закрывающие документы по ЭДО (Диадок, Тензор СБИС, Калуга Астрал)
Личный кабинет заказчика (демо доступ) с архивом чертежей
Закрывающие документы по ЭДО (Диадок, Тензор СБИС, Калуга Астрал)
У нас есть автоматические уведомления о готовности
Личный кабинет заказчика (демо доступ) с архивом чертежей
Закрывающие документы по ЭДО (Диадок, Тензор СБИС, Калуга Астрал)
Личный кабинет заказчика (демо доступ) с архивом чертежей
Закрывающие документы по ЭДО (Диадок, Тензор СБИС, Калуга Астрал)






1@stampozilla.ru
+7 495 859-33-49
Москва, 1-я Фрезерная улица, дом 2/1с1
+7 495 859-33-49
Москва, 1-я Фрезерная улица, дом 2/1с1